客服專線
close



-
聯絡電話
-
傳真號碼04-3602-9038
-
電子信箱
-
週一 ~ 週五08:30 ~ 18:00
-
週六08:30 ~ 17:00
-
星期例假日全休


臺中市西屯區環河路18號 (林酒店正對面,老虎城正後方)
網站操作


服務時間 : 週一 ~ 週五 08:30 ~ 18:00 週六 08:30 ~ 17:00 星期例假日全休消費滿 1400 免運費
標示價格均為 含稅價 TWD


商品規格
◎ 工作電壓:DC5V◎ 一圈脈衝數:20
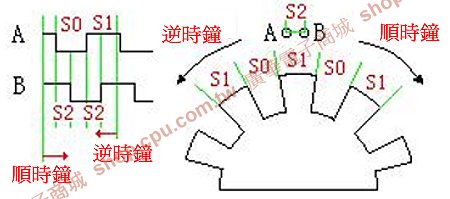
◎ 旋轉編碼器可通過旋轉可以計數正方向和反方向轉動過程中輸出脈衝的次數,旋轉計數不像電位計,這種轉動計數是沒有限制的
◎ 配合旋轉編碼器上的按鍵,可以復位到初始狀態,即從0開始計數
◎ 工作原理:
◎ 增量編碼器是一種將旋轉位移轉換為一連串數位脈衝信號的旋轉式傳感器
◎ 這些脈衝用來控制角位移。在Eltra編碼器中角位移的轉換採用了光電掃描原理
◎ 讀數系統以由交替的透光窗口和不透光窗口構成的徑向分度盤的旋轉為依據,同時被一個紅外光源垂直照射,光把碼盤的圖像投射到接收器表面上
◎ 接收器覆蓋著一層衍射光柵,它具有和碼盤相同的窗口寬度
◎ 接收器的工作是感受光盤轉動所產生的變化,然後將光變化轉換成相應的電變化
◎ 再使低電平信號上升到較高電平,並產生沒有任何干擾的方形脈衝,這就必須用電子電路來處理
◎ 讀數係統通常採用差分方式,即將兩個波形一樣但相位差為180°的不同信號進行比較,以便提高輸出信號的質量和穩定性
◎ 讀數是再兩個信號的差別基礎上形成的,從而消除了干擾
商品介紹
◎ 增量編碼器給出兩相方波,它們的相位差90°,通常稱為A通道和B通道
◎ 其中一個通道給出與轉速相關的信息,與此同時,通過兩個通道信號進行順序對比,得到旋轉方向的信息
◎ 還有一個特殊信號稱為Z或零通道,該通道給出編碼器的絕對零位,此信號是一個方波與A通道方波的中心線重合
◎ 增量型編碼器精度取決於機械和電氣兩種因素,這些因素有:光柵分度誤差、光盤偏心、軸承偏心、電子讀數裝置引入的誤差以及光學部分的不精確性
◎ 確定編碼器精度的測量單位是電氣上的度數,編碼器精度決定了編碼器產生的脈衝分度
◎ 以下用360°電氣度數來表示機械軸的轉動,而軸的轉動必須是一個完整的周期
◎ 要知道多少機械角度相當於電氣上的360度,可以用下列公式來計算: 電氣360 =機械360°/n°脈衝/轉

◎ 編碼器分度誤差是以電氣角度為單位的兩個連續脈衝波的最大偏移來表示誤差存在於任何編碼器中,這是由前述各因素引起的
◎ Eltra編碼器的最大誤差為±25電氣角度(在已聲明的任何條件下),相當於額定值偏移±7%,至於相位差90°(電氣上)的兩個通道的最大偏差為±35電氣度數相當於額定值偏移±10%左右
◎ UVW信號增量型編碼器
◎ 除了上述傳統的編碼器外,還有一些是與其它的電氣輸出信號集成在一起的增量型編碼器
◎ 與UVW信號集成的增量型編碼器就是實例,它通常應用於交流伺服電機的反饋
◎ 這些磁極信號一般出現在交流伺服電機中,UVW信號一般是通過模擬磁性原件的功能而設計的
◎ 在Eltra編碼器中,這些UVW信號是用光學方法產生,並以三個方波的形式出現,它們彼此偏移120°
◎ 為了便於電機啟動,控制電動機用的啟動器需要這些正確的信號
◎ 這些UVW磁極脈衝可在機械軸旋轉中重複許多次,因為它們直接取決於所連接的電機磁極數,並且用於4、6或更多極電機的UVW信號



謝先生 詢問 :
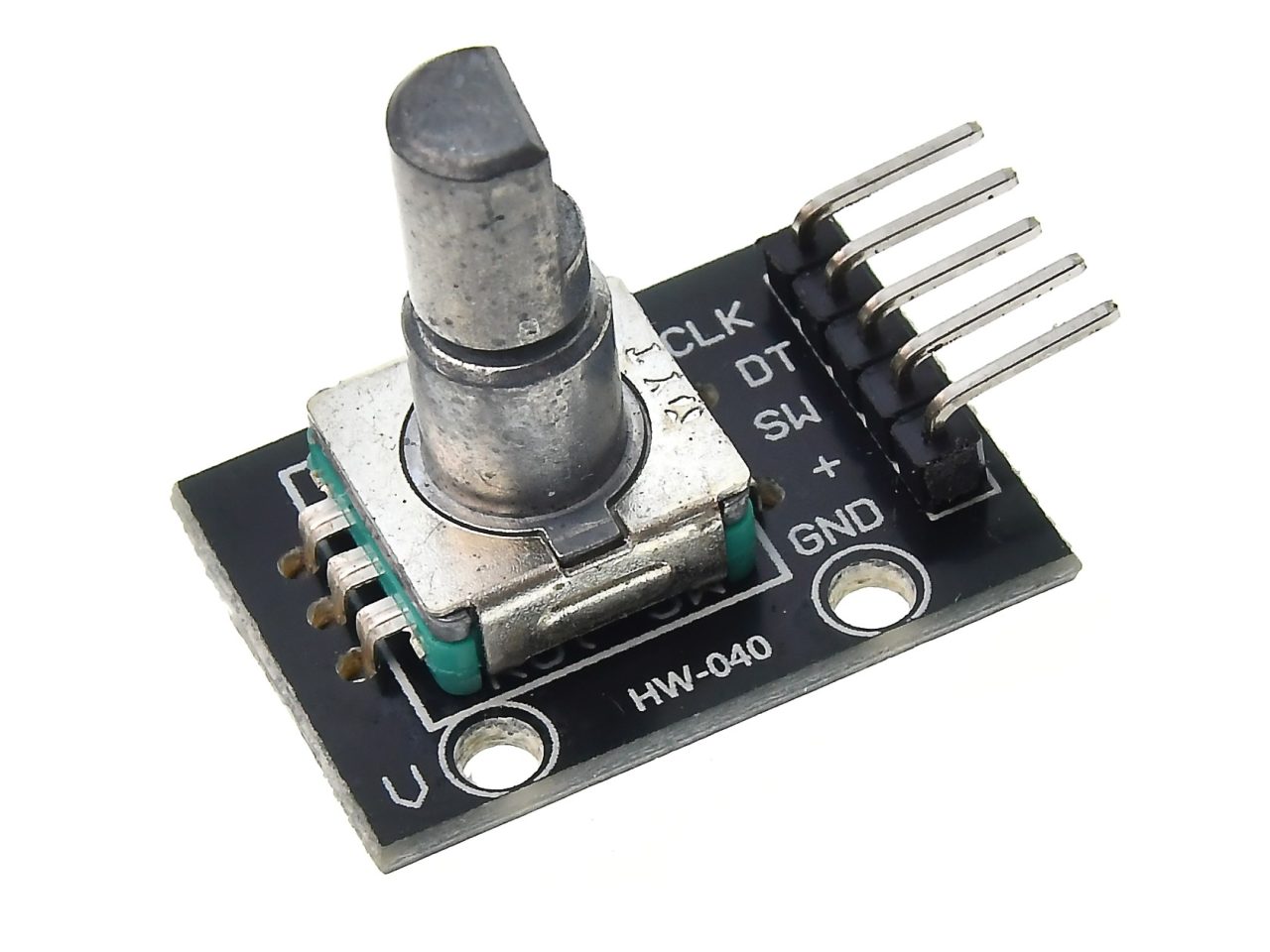
各腳位是什麼意義呀?你範例用A/B,實際是CLK,DT,SW,+,GND 各代表什麼?
有電路圖嗎?
電源是吃幾伏特?
是開集極輸出嗎?
如果電源是5V,我的控制器(MCU)是3.3V,要怎麼接?
有電路圖嗎?
電源是吃幾伏特?
是開集極輸出嗎?
如果電源是5V,我的控制器(MCU)是3.3V,要怎麼接?
2017-05-03 15:47:52
廣華客服 :
非常抱歉,本產品僅提供 Arduino 的範例接線與範例程式
接線已補充於網頁上
接線已補充於網頁上
2017-05-05 09:10:13
劉先生 詢問 :
請問有只賣旋轉編碼器嗎
2016-08-25 16:44:28
廣華客服 :
請參考 https://shop.cpu.com.tw/cPath/849
2016-08-26 08:59:56
黃先生 詢問 :
有附範例嗎
2013-12-04 13:37:40
廣華客服 :
請參考 以下網址,[商品說明]--產品型錄 連結中的文件
https://shop.cpu.com.tw/product/46533/info/
https://shop.cpu.com.tw/product/46533/info/
2013-12-04 13:57:13
商品須知
- 商品因拍攝條件不同顏色可能略有差異,實際依廠商出貨為主。
- 商品情境圖為使用場景示意用,請以規格內容物為準。
- 電子零組件同一產品可能有多家供應商,每家供應商的產品尺寸可能會有差異,廣華電子商城網站上的尺寸圖『僅供參考』,請勿於收到商品前就進行 LAYOUT 或 開發。
- 產品產地不保證聲明:各廠牌製造商其製造工廠可能分佈世界各地,即使相同產品不同批號產地也可能有異,本網站上所示之產地為我司第一批進貨時產品,但不保證後續進貨產品之產地,以原廠供貨為準。
商品價格
- 電子商城非現貨產品須經由服務人員報價,請登入或註冊為本商城會員進行詢價。
- 本公司目前僅服務含台灣及其所屬離島地區,所列價格為TWD新台幣。
- 產品價格,網站可能來不及更新,所有訂單均會以電話或E-Mail確認訂單價格,未收到人員確認訂單之前請勿逕行匯款。
- 本公司盡可能維護商品規格及說明之正確性,但仍需依產品包裝或原廠公告敘述為準,本公司保留接受訂單與否的權利。
- 電子商城與公司門市價格一致,除特別註明僅限網路下單者除外。
付款
- 如使用匯款方式付款,請協助將匯款單據回傳,可縮短您訂單的處理時程。
運費
- 除特別註明之商品外,單張訂單金額未滿1400元加收運費80元,貨到付款除運費外另加收手續費50元,台灣東部及離島視情況與訂單內容需酌加收運費。
特別說明
- 所銷售的產品大部分皆屬「實驗、開發、維修或教育研究等專業用途」,供專業人士使用,非一般消費者購買後即可使用,請於購買前詳閱相關技術資料再行購買,本公司恕無法提供教學服務。
文件名稱












產品價格請勿在此發問,請利用聯絡我們或傳真方式詢問